
點擊查看_環氧干式變壓器
環氧樹脂干式變壓器
北京創聯匯通電氣設備有限公司

用環氧樹脂澆注的干式變壓用具有難燃、寧靜、運轉靠得住、保護利便和體積小等特性,已在都會的高層修建和電站等場合獲得普遍的利用。
環氧樹脂是泛指份子中含有或罕見2個以上環氧基團的有機高份子化合物,除個體外,它們的相對份子質量都不高。
環氧樹脂的特性有:① 情勢多樣。② 固化便利③粘附力強。④縮短性低。⑤固化后,具有良好的力學機能。⑥固化后,構成一種具有高介電機能,耐概況泄電,耐電弧的良好絕緣質料。⑦ 化學不變性。⑧尺寸不變性。⑨耐霉菌等。
環氧樹脂質料此刻已作為先要絕緣質料大量利用于變壓器、互感器和絕緣子等電力裝備制造范疇。環氧樹脂澆注干式變壓用具有難燃、寧靜、運轉靠得住、保護利便和體積小等特性,已在都會的高層修建和電站等場合獲得普遍的利用。
近十幾年來,我干式變壓器的出產有了較大的成長,產品的機能和表面都有了較大的改良。環氧樹脂澆注具有一次性成形的特性,即成形冷卻后軟化不成收受接管操縱,成形后的繞組達不到劃定的尺度或設想要求,就只能作報廢處置,沒法再次操縱。
度尺度GB1094.11— 2007規定,干式變壓器部分放電程度的較大值為10 PC。為了包管繞組的質量,要求預澆注繞組的布局靠得住,澆注質料配比公道,工藝進步前輩。
今朝,變壓器行業大多采取的是入口或產的真空澆注裝備。因為真空澆注裝備的布局分歧,在詳細的澆注操縱進程中也有其先到的地方。
我公司在2O世紀90年月早期從意大利BP2公司購進全套真空澆注裝備。以下根據我公司繞組澆注進程為例,淺談干式變壓器臥式繞組的真空澆注工藝進程。如圖1所示。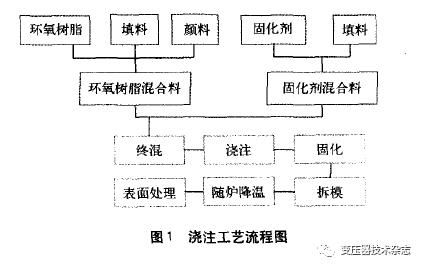
1、配料
我公司澆注質料采取入口的雙組分環氧樹脂質料,配料進程分為環氧樹脂配料和固化劑配料。
環氧樹脂配料是將環氧樹脂必然量吸入配料罐(低真空、預混料罐)。攪拌加熱到5O℃時,其活動性到達較好狀況,依照必然配比插手填料及顏料,連結真空度20~30 mbar,當混和料被攪拌平均,沒有大量泡沫而且溫度處于5O~60℃時,可將料送入環氧樹脂罐停止薄膜脫氣。
固化劑配料與環氧樹脂配料進程根本不異,根據原質料的品牌型號分歧,固化劑和填料的比例略有區分,配料竣事后將夾雜料送入固化劑罐停止薄膜脫氣。
2、脫氣
薄膜脫氣是今朝澆注工藝中普遍采取的一種脫氣方式。脫氣的成果將決議澆注時氣泡的幾多,氣泡越少,澆注質量越高。
在環氧樹脂罐和固化劑罐中都存在有一個傘狀螺旋晉升裝配 在事情時,該螺旋晉升裝配將夾雜料晉升到脫氣傘上,從傘面上向周圍流下,此時夾雜料在傘面上構成極綿力料層。夾雜猜中的氣體在傘面上會以氣泡情勢擠到真空罐中,再被真空泵抽出罐外。進程中,必需連結溫度60~65℃規模內,并停止長時候攪拌脫氣。
普通環境下,必需較少持續脫氣12 h(該時長可按照質料的幾多和季候的轉變停止響應調劑),以盡量多地脫去質料中的水份和藹體。在脫氣的進程中,經由過程調查窗要緊密親密存眷脫氣罐內扇面上的夾雜料的粘度及氣泡的環境。
3、澆注前的籌辦
在澆注前,將繞制好的線圈裝入澆注模具后,吊入澆注罐。
模具的一端恰當墊高,在模具較低的一端放澆注管口,澆注管121與模具之間墊一層過濾網,用于澆注料的雜質過濾。
澆注管道內不得有洗濯劑等液態物資,在放入繞組前應恰當加溫,天然去除洗濯劑、烘干管道,查抄好澆注罐內照明,關好罐門。翻開澆注罐加熱體系,溫度設定為8O~85℃ ,對澆注罐內的繞組停止加熱,時候8~l0 h,澆注前兩小時,翻開澆注罐真空泵。
4、終混和澆注進程
按照必要澆注的線圈樹脂定額及數目計較出所需夾雜料的重量,恰當放寬余量,依照1:1的質量比別離向終混罐內打人環氧樹脂料和固化劑料(已配好填料的),翻開終混罐真空泵停止終混攪拌。
終混時候普通節制在30 min擺布,竣事后靜置10 min起頭澆注,澆注進程為手動操縱,野生節制流量和流速(速率普通節制在1.5~2kg/min,詳細按照模具的巨細及布局來調理)。
澆注時候和終混、靜置時候必需節制在2 h內完成,跨越時候,夾雜料的粘度會快速增大,間接影響繞組澆注的質量及裝備的寧靜,澆注進程中要緊密親密跟蹤出料口夾雜料的粘度, 氣泡和裝備各儀表顯現的溫度。
全部進程盡量做到低粘度,高真空,慢澆注,而慢澆注又易致使夾雜料的粘度增大,這就需求操縱職員停止持久的現實調查及經歷總結。
澆注完成后,必需疾速將澆注件推入固化爐中停止固化,盡可能削減在高溫情況中逗留的時候,制止因為模具溫度降落,影響質料在模具內的活動性。
5、固化和拆模
澆注好的模具必需在固化爐內依照固化溫度一時候曲線停止加熱固化。進程中,需包管固化爐內溫度平均。固化溫度~時候曲線如圖2所示。

固化完成后,需將線圈出爐,以較快的速率拆除外膜、分按板和夾具等(盡可能節制在20 min內),從頭將線圈吊入爐內,隨爐遲緩降溫。
6、竣事語
全真空澆注的長處是配料的全進程都處于真空狀況,能夠有用地把環氧樹脂夾雜猜中的氛圍抽出來,削減配猜中的氣泡。
在把握澆注工藝的手藝上,對分歧的產物和原質料停止工藝上的改良,以使得澆注出來的環氧樹脂產物,表面美妙,機能優勝,使干式變壓器團體產品機能到達客戶的需求。





